ZJQ Submersible Sludge Pump




Product Description
The ZJQ submersible sludge pump is designed for hydraulic work, where the motor and the pump are coaxially submerged in medium. When the pump shaft is driven by the motor shaft during operation, the energy is transferred to the slurry medium, which creates a certain flow rate, driving the solids to flow and fully realizing slurry transportation.
The overflow features of the pump are constructed from high alloy, wear-resistant material, guaranteeing an extended work life and accommodation of large flow volumes. Applications include conveying media (including sludge, ore slurry, coal slurry, and sandstones containing big solid particles), pumping sand, and tailing slurry, iron, and sand ore, and sediment in sewage treatment work, among others.
In addition to the main impeller, the bottom of the sludge pump includes a set of agitation impellers that can work the deposited sludge into turbulent flow, increasing the concentration without need of an auxiliary device. The unique sealing device can effectively balance the pressure inside and outside of the oil chamber for maximum protection. The motor was designed with many safety features including, protection from overheating, water inlet detecting projections, and an ability to operate safely for long periods of time in harsh working conditions. The slurry agitator is optional to increase pumping efficiency.


Product Features
Main Application
- The ZJQ model is a dry type submersible pump and fitted with an internal mechanical seal to prevent the entry of high-pressure water and impurities into the inner cavity of the motor.
- To increase pump efficiency, this model can also be equipped with slurry agitators.
- Delivery of liquid sand
and coal cinder solids - Clearing mud from water in lakes, rivers, and seas
- Channel widening
via dredging action

The Main Parameters
| Power Electric | 18.5-850kW |
| Head | 9-140m |
| Capacity | 112-3600m3/h |
| Rotation Speed | 970-2950r/min |
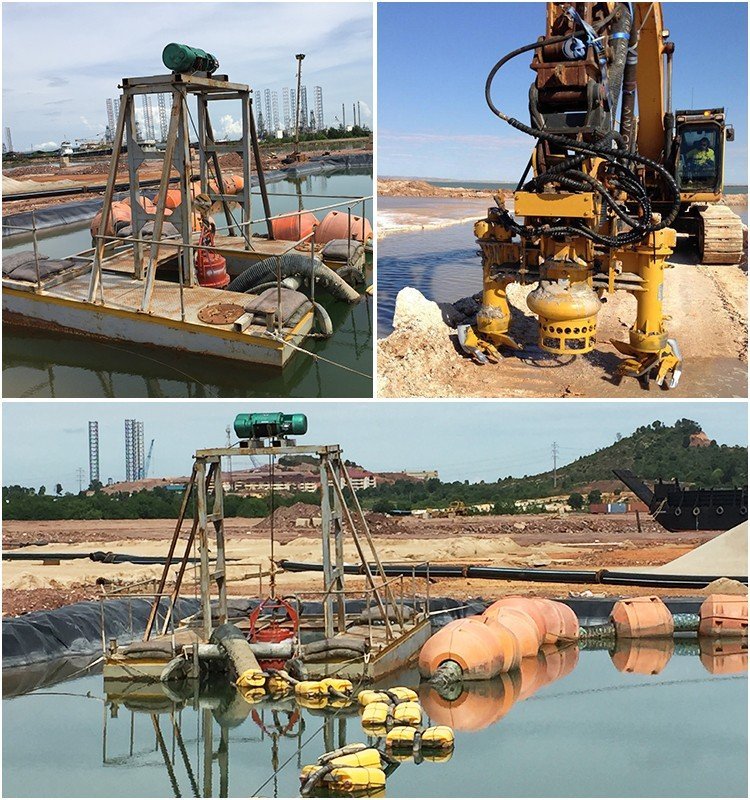
Real Results from Real Mining Operations
A large-scale nickel mining and processing facility in Indonesia required highly reliable slurry transport within its mineral processing circuit. Operating under continuous, high-density slurry conditions with corrosive and abrasive characteristics, the site demanded pumps capable of maintaining long wear life and stable performance with minimal interruption.
The client selected Minerco slurry pumps as a replacement for OEM units in key stages of the nickel processing circuit.
Application Scope:
– Integrated into continuous-duty nickel processing lines
– Handling high-solid-content slurry with abrasive particles
– 24/7 operation under demanding process conditions
Performance After 14 Months of Continuous Operation:
– Stable, uninterrupted operation with no major failures
– Wear life comparable to OEM pumps, meeting expected service intervals
– Consistent hydraulic performance across the operating cycle
– Reduced unplanned downtime, improving plant throughput
Operational Benefits:
– Reliable long-term performance in harsh nickel slurry conditions
– Lower total cost of ownership through competitive spare parts pricing
– Simplified maintenance planning due to predictable wear patterns
Client Feedback:
“Minerco’s slurry pumps have been running continuously for 14 months in our nickel processing circuit. Wear life is comparable to OEM.”
